
联系人:寇荣杰 17830805467 18725880181

镇江金属波纹管加工厂
预应力钢绞线的特点是:强度高以及松动性能好,另外展开时比较挺直。常见抗拉强度等级为1860兆帕,还有1720、1770、1960、2000、2100兆帕之类的强度等级。采用高碳钢盘条,通过表面处理后冷拔成钢丝,然后按钢绞.线结构将一定数量的钢丝绞合成股,再经过消散应力的稳定化处理过程而成。为延长耐久性,钢丝上可以有金属.或非金属的镀层或涂层,如镀锌、涂环氧树脂等。为了提高与混凝土的握裹力,表面可以有刻痕等。模拔的预应力钢绞线在绞合后经过一次模具压缩过程,结构更加密实,表层更加适合锚具抓握。
a、根据镀锌钢绞线的断面结构可分为三种;
b、根据镀锌钢绞线公称抗拉强度的不同,镀锌钢绞线可以分为5级;
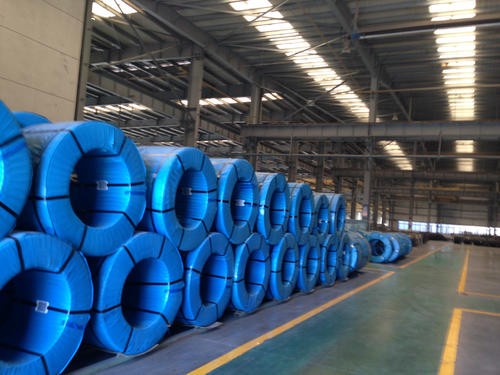
c、镀锌钢绞线具有抗拉强度高、不松散、电缆整齐、产品表面覆层的垂直热镀锌锌层厚度,是牢固的结合铁,特别适用于恶劣条件下,使用寿命长。广泛应用于电力电缆、邮电等行业。
镇江金属波纹管加工厂
一般成品钢绞线的表面不得有油、润滑脂等物质。钢绞线允许有轻微的浮锈,但不得有目视可见的锈蚀及麻坑,允许存在回火颜色;取弦长1m的钢绞线,放在一平面上,其弦与弧的*大自然矢高不大于25mm,钢绞线内不应有折断、横裂和相互交叉的钢丝。预应力锚具在建筑行业已经取得了非常好的效果,预应力张拉完成后钢绞线在锚具夹具前的拉力是钢绞线预应力张拉设备在施工设计控制张拉力.高压电动油泵是用于预应力张拉时,为预应力千斤顶提供张拉动力的设备,所以在预应力钢绞线张拉理论伸长量计算时,应以钢绞线两头锚固点之间的距离作为钢绞线的计算长度,但在预应力张拉设备在张拉时钢绞线的控制张拉力是在千斤顶工具锚处控制的。

好的镀锌钢绞线应该是
a钢绞线直径和捻距应均匀,切断后不松散。
b镀锌钢绞线内各钢丝应紧密绞合,不应有交错、断裂和折弯等
c钢绞线表面必须无油、无污、无水和其他杂质。
截面计算和预应力损失计算.体外预应力钢的变形与混凝土截面不协调。由于管道在结构外,外预应力钢梁直截面的摩擦损失很小,几乎可以忽略不计,而外预应力钢梁弯曲截面的摩擦系数与外预应力钢梁的类型有关。截面变形引起的预应力损失应根据外预应力体系与结构的粘结关系来计算。包括混凝土的弹性压缩损失和混凝土的徐变收缩引起的预应力损失。当外预应力钢梁无粘结时,其损失计算与锚固点间的相对位移差有关。因此,计算方法不同于内部预应力钢梁。

钢绞线一般应用于重物晋升、滑膜间歇推动、桥隧顶推、高层建筑版、水利水电大坝、港权口码头、岩体护坡锚固、基本加固、隧道矿顶锚顶、预应力网架、地铁、大型楼堂馆所、仓库厂房、塔式建筑、公路桥梁、铁路桥梁、城市立交、城市轻轨、大型容器及船舶、轨枕、调换桥梁支座、桥梁及建筑物加固、钢筋工程、、碳纤维加固、先张梁场施工、体外预应力工程、斜拉索、悬索等。
在经济高速发展的带动下,国内的路桥工程近几十年来得到了长足的发展,也积累了宝贵的经验和大量的施工技术.预应力施工技术由于具备高抗裂性、高刚度、高渗透性及高强度等优势,是目前应用比较广泛,技术也相对成熟的桥梁施工技术.预应力钢绞线张拉是预应力混凝土结构的关键工序,多用于预制大跨径简支板结构、块体拼装结构、简支连续梁和各种现浇预应力结构等,直接关系到桥梁的施工质量及行车的安全性,因此采用预应力钢绞线施工时,每一个环节都必须慎重对待.
1、在矿场用的钢绞线的方向和我们平时用的不同,是相反的,如果不是这样的话很难与锚具配合使用。
2、预应力钢绞线在施工的过程中,禁止采用任何加热的方法使云南钢绞线变形,这样做会降低预应力钢材的性能。
3、在我们施工的时候,禁止对它进行焊连,因为它焊点的高度比其钢材的焊点高,在我们施工的过程中,如果对它进行施焊的话很容易导致焊点的地方断开。
4、在实施切割的时候,应该采用无齿锯来作为切割的材料。采用电或者气焊进行切割的话,就会导致钢材周围的表面受损,同时还会造成局部性的发热,使其本身的性能下降。
5、在对它进行循环布筋的时候,它的弯曲程度是不可以小于钢材的三倍。
如今的钢绞线涉及建筑材料技术领域,特别是涉及新型的钢绞线,可以减少腐蚀,并能方便地放松并减少绕组打结现象,并且可以减少使用过程中绕组的保存,产生的电弧减少了对使用效果的影响,主体是通过扭转多个钢丝组而获得的,其前端分别设有两组上驱动轴和两组轴,较低的变速器,并且变速器齿轮的后端设置有定位轴。目前钢绞线属于应用技术领域,其并且该基座设置有卷绕辊和驱动元件,该卷绕辊可旋转地连接到基座,驱动部件固定地连接到基座并旋转绕线辊,其底盖上设有保护盖,该保护盖与底座配合以覆盖绕线辊,且与滚轴相邻的保护盖钢绞线,以进入敞开形状改善安全性能。
镇江金属波纹管加工厂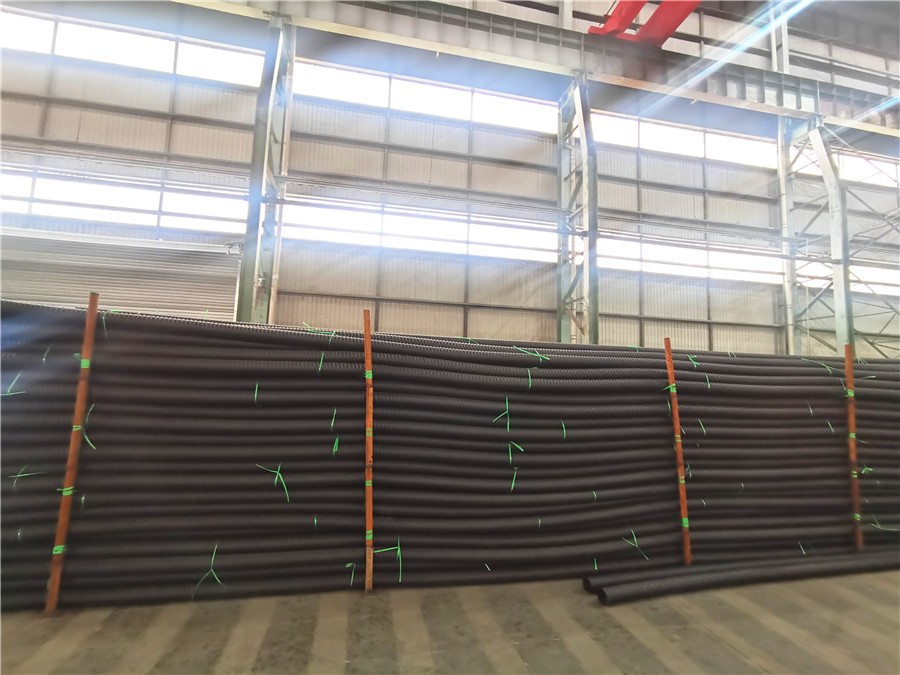
联系人:寇荣杰
联系电话:17830805467
联系电话:18725880181
地址:重庆市江津区德感工业园春鹏公司
长寿分公司地址:重庆市长寿区晏家街道齐心大道20号1-1室